Сварочный трансформатор своими рукамиПлюсы ручной сварки бесспорны и очевидны: широкий спектр применения, простота в применении, а главное надежность соединений - и все это при возможности работы во всех местах, где имеется сетевое напряжение. Цены на заводские сварочники "кусаются", поэтому эта тема будет особенно актуальна, в кризисное время. Поэтому в рамках данной статьи поговорим о сварочном трансформаторе и способах его изготовления своими руками.
В современной литературе можно встретить немало материала по сварочному делу. Я предлагаю самое главное: как и из чего в домашних условиях изготовить сварочные трансформаторы. Все ниже рассмотренные схемы сварочных трансформаторов прошли практическую проверку и реально пригодны для повторения в домашнем хозяйстве. 
Некоторые из приведенных схем и конструкций оттачивались "в народе" долгие десятилетия и стали настоящей "классикой". Как и любое подобное устройство, сварочный трансформатор состоит из первичной и вторичной обмотки, намотанных на мощном магнитопроводе из трансформаторной стали. От обычного трансформатора его отличает особый режим работы в дуговом режиме, т.е. при практически максимально возможной мощности. А отсюда и идут сильные вибрации и нагрев, и как следствие необходимость использования провода достаточно большого диаметра. Запитывается сварочный трансформатор от однофазной сети переменного тока 220-240 В. Напряжение вторичной обмотки в ХХ (режим холостого хода, т.е к выходу прибора не подключена нагрузка )находится в интервале 45-50 В, иногда достигая 70 Вjkmn. Главной мощностной характеристикой сварочного тр-ра считают выходной ток вторичной обмотки в дуговом режиме (в момент сварки). При этом дуга горит в зазоре между свариваемым металлом и концом электрода. Величина зазора 0,5.1,1 d (где d - диаметр электрода). Для переносных устройств рабочие токи обычно 40-200 А. Сварочный ток ограничен мощностью трансформатора. От выходного тока сварочного трансформатора зависят выбор диаметра применяемых при работе электродов и толщина свариваемого металла. Наиболее распространенными считаются электроды со стальными прутьями диаметром 3 мм, для которых должны быть токи в диапазоне от 90 до 150 А. В умелых руках "тройкой" можно работать и при 75 А. При больших значениях, их можно использовать для резки металла. При работе тройкой через сварочный трансформатор, точнее через его первичную обмотку идет ток 20-30 А. Если он ниже требуемого, то электроды будут "клеиться" или "липнуть", привариваясь своими кончиками к свариваемому металлу. И в этом примере сварочный трансформатор будет работать с опасной перегрузкой в режиме КЗ - короткого замыкания. Кроме мощности, важной характеристикой сварочного трансформатора является его динамическая характеристика. Она во многом определяет стабильность горения дуги, и качество сварных компонетов. Из нее можно выделить крутопадающую и пологопадающую часть. При ручной сварке идут колебания конца электрода и изменение длины горения дуги (в момент зажигания или регулировки дуги, на различных неровностях, от дрожания рук сварщика). Если динамическая характеристика крутопадающая, то при колебаниях длины идут небольшие изменения рабочего тока во вторичной обмотке: дуга горит стабильно, сварной шов ложится достаточно ровно. При пологопадающей характеристике сварочный трансформатор: с изменением длины дуги очень быстро изменяет и рабочий ток, поэтому дуга горит нестабильно, шов получается плохим, работать с таким сварочником тяжело. Для ручной дуговой сварки требуется крутопадающая динамическая характеристика сварочного трансформатора. В домашних условиях оценить параметры вольт-амперных характеристик сварочника затруднительно. Если сварочный трансформатор работает хорошо, сварщики говорят: "Варит мягко". Под этим понимают высокое качество получаемого шва, отсутствие брызг металла, металл наплавляется равномерно, дуга горит стабильно. Самодельные сварочные трансформаторы изготавливают по разным схемам: на П-, ПU- и Ш-образных магнитопроводах: тороидальные, с различными сочетаниями расположения обмоток. Схема изготовления и количество витков определяются имеющимся в наличии сердечником. Учитывая огромные мощности, для сварочного трансформатора используют относительно толстый провод. Во время работы любой сварочный трансформатор будет нагреваться со скоростью зависящей от диаметра обмоток и уровня протекаемого тока. 
Качество укладки первички сварочного трансформатора должно быть на высоком уровне, т.к плотность ее намотки намного выше вторичной, она гораздо сильнее греется, находится под более высоким напряжением. Вторичную обмотку сварочного трансформатора следует наматывать единым и желательно многожильным проводом В этом случае лучше отдать предпочтение алюминиевым проводам: они намного мягче, да и стоят дешевле. Второй способ - намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции, которые применяют в мощных трехфазных кабелях. Резину легко удалить, а вместо нее провод обмотать слоем какого-нибудь тонкого изоляционного материала. Для укладки обмоток и межрядовой изоляции нужен тонкий и теплостойкий изоляционный материал. При малых размерах магнитопроводов изоляционные материалы должны быть как можно эластичнее и тоньше. Для изоляции и бандажа хорошо подходит фторопластовое стекло и лакотканевые ленты, а меж рядами можно применить даже обычный скотч. Как правило, для сварочных трансформаторов используются магнитопроводы от устаревших электроприборов, ЛАТРы, электродвигатели. Основным параметром магнитопровода является площадь поперечного сечения (S), по которому распространяется магнитное поле. Для изготовления самодельного сварочного трансформатора подойдут магнитопроводы с площадью сечения 25-60 см2. Чем больше сечение, тем больший магнитный поток способен передавать сердечник, тем большим запасом мощности обладает сварочный трансформатор и тем меньшее количество витков можно использовать в его обмотках. При домашнем изготовлении сварочного трансформатора приходится подбирать витки обмоток под имеющийся в наличии магнитопровод, задавая тем самым необходимую мощность, которая зависит от ряда свойств, учесть которые в полном объеме в домашних условиях нереально. Но важнейшими среди них являются площадь сечения магнитопровода и количество витков первичной обмотки. Соотношение между площадью и количеством витков и задает рабочую мощность сварочного трансформатора. Для расчета трансформатора, для 3-4 мм электродов работающих от сети 220 В, предлагаю приближенную формулу, полученную на основе практических данных. Количество витков N=9500/S (см2).
Наматывая первичную обмотку, ее последнюю часть лучше сделать с 2-3 отводами через 20-40 витков для регулировки мощности или подстройки под сеть. Подключив первичную обмотку нужно измерить ток холостого хода, он должен лежать в интервале 0,1-2 А). Вольт-амперные характеристики сварочного трансформатора в режиме холостого хода при различных количествах витков первичной обмотки показаны на рисунке ниже 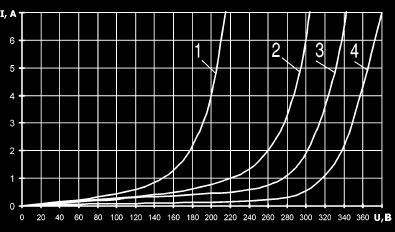
где 1 - в обмотке мало витков;
После знакомства с основами изготовления самодельных сварочных трансформаторов мы перейдем к подробному рассмотрению реальных конструкций, материалов для них и особенностей их изготовления.
Отличный сварочный аппарат можно сделать на основе лабораторного автотрансформатора ЛАТР и самодельного тиристорного минирегулятора с выпрямительным мостом. Они дают возможность не только безопасно подключаться к стандартной сети напряжением 220 В, но и изменять напряжение на электроде, а значит, выбирать требуемую величину сварочного тока.
Для изготовления сварочного трансформатора можно использовать статор от асинхронного двигателя. Размер сердечника определяется в данном случае площадью поперечного сечения статора, которая должна быть не меньше 20 см2. Если, это условие выполнено, то подойдет любой статор. Площадь поперечного сечения определяется так, как это показано на рисунке немного ниже.
У всех описанных выше конструкций сварочных трансформаторов есть общие недостатки: необходимость наматывать провод, каждый раз протягивая витки через окно, а также дефицит материала магнитопровода, - ведь далеко не каждый может достать кольца от ЛАТРа или подходящий статор от электродвигателя. Поэтому я смог изготовить сварочный трансформатор собственной конструкции, не требующий дефицитных материалов. Он не имеет указанных недостатков, и его легко реализовать в домашних условиях. В качестве исходного материала для данной конструкции используется очень распространенный материал - части от телевизионных трансформаторов.
СТ кроме специального изготовления можно получить, переоборудовав готовые трансформаторы различного назначения. Мощные трансформаторы подходящего типа применяют для создания сетей с напряжением 36, 40 В, обычно в местах с повышенной пожароопасностью, влажностью и для других нужд. Для этих целей используют разные типы трансформаторов: разных мощностей, включаемых в 220, 380 В по одно или трехфазной схеме.
Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока
Надежность зависит как от режима и условий эксплуатации так и от конструктивных факторов. Хорошо собранные сварочники работают долгие годы, легко выдерживая короткие перегрузки и изъяны в эксплуатации. Легкие конструкции, с лаковой изоляцией, да еще огромной мощности, обычно, долго не живут. Они потихоньку изнашиваются. Хотя, учитывая объемы выполненных работ и малые затраты на их изготовление, это вполне их оправдывает. Негативными факторами сварочных трансформаторов являются перегрев и попадание в них влаги. Отличным средством против перегрева являются использование надежных обмоточных проводов с плотностью тока не выше 5-7 А/мм2. Что бы провод быстро отстывал, он должен контактировать с воздухом. Для этого в обмотках используют щели Сначала следует наматывать первый слой и с внешних сторон установить гетинаксовые планки 5-10 мм толщиной , потом их вставляют через каждые два слоя проводов: поэтому каждый слой имеет воздушный контакт, хотя бы с одной из сторон. Если строчный трансформатор установит без обдува, то щели должны быть вертикальные. Тогда через них проходит воздух: теплый поднимается вверх, а вниз поступает холодный. Еще лучше, если сварочник обдувается вентилятором через автоматический термодатчик. 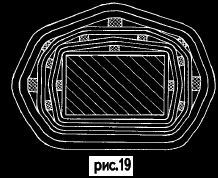
Принудительный обдув не сильно влияет на скорость нагрева, зато хорошо ускоряет охлаждение. Быстрее нагреваются и хуже отстывают тороидальные трансформаторы. У сильно греющегося сварочного трансформатора даже сильный обдув не решит проблемы перегрева, и здесь потребуется удерживать температуру обмоток делая перерывы в работе. Также на охлаждаемость влияет количество витков обмоток: чем их меньше, тем она выше. Причиной поломки сварочного трансформатора является также падение напряжения в питающей сети. Он перестает нормально работать, если сетевое напряжение сильно падает. При больших значениях сетевого напряжения возможно межвитковое замыкание обмотки сварочного тр. Но все же главным врагом СТ является перегрев. Но его можно не бояться, если всю конструкцию погрузить в трансформаторное масло. Обладая отличной теплопроводностью, оно не только отводит тепло, но и является неплохим дополнительным изолятором. Другим важным элементом конструкции в плане надежности сварочного трансформатора является внешний корпус. При установке в корпус особое внимание следует уделить его материалу и возможности циркуляции воздуха для охлаждения, при этом верх должен быть закрыт. Корпус лучше всего изготавливать из не магнитных материалов, так как сварочный трансформатор создает мощное магнитное поле. В корпус можно также смонтировать вентилятор или сделать его герметичным и залить трансформаторным маслом. Обязательно приобретите защитную маску ,т.к сильное ультрафиолетовое излучение, отрицательно влияет на кожу и на сетчатку глаза. При поражении глаз появляется желтое пятнышко, которое потихоньку исчезает, говорят "словил зайчика". |
|

